[Impression 3D] Meh... Mon connecteur XT60 chauffe
NDLA : Il doit surement rester tout plein de typo ;)
Suite au petit papier sur le thermal runaway, je me suis penché un peu sur les connectiques de puissance de l’Ender 3. En l’occurence, je me suis posé des questions sur le connecteur XT60 reliant l’alimentation à la carte mère.
Lors de la rédaction de l’article, j’etais tombé sur pas mal de vidéos et de témoignages concernant ce connecteur. Certains ont des doutes sur sa qualité et d’autres constataient qu’il avait tendance à surchauffer, pouvant conduire à un départ de feu.
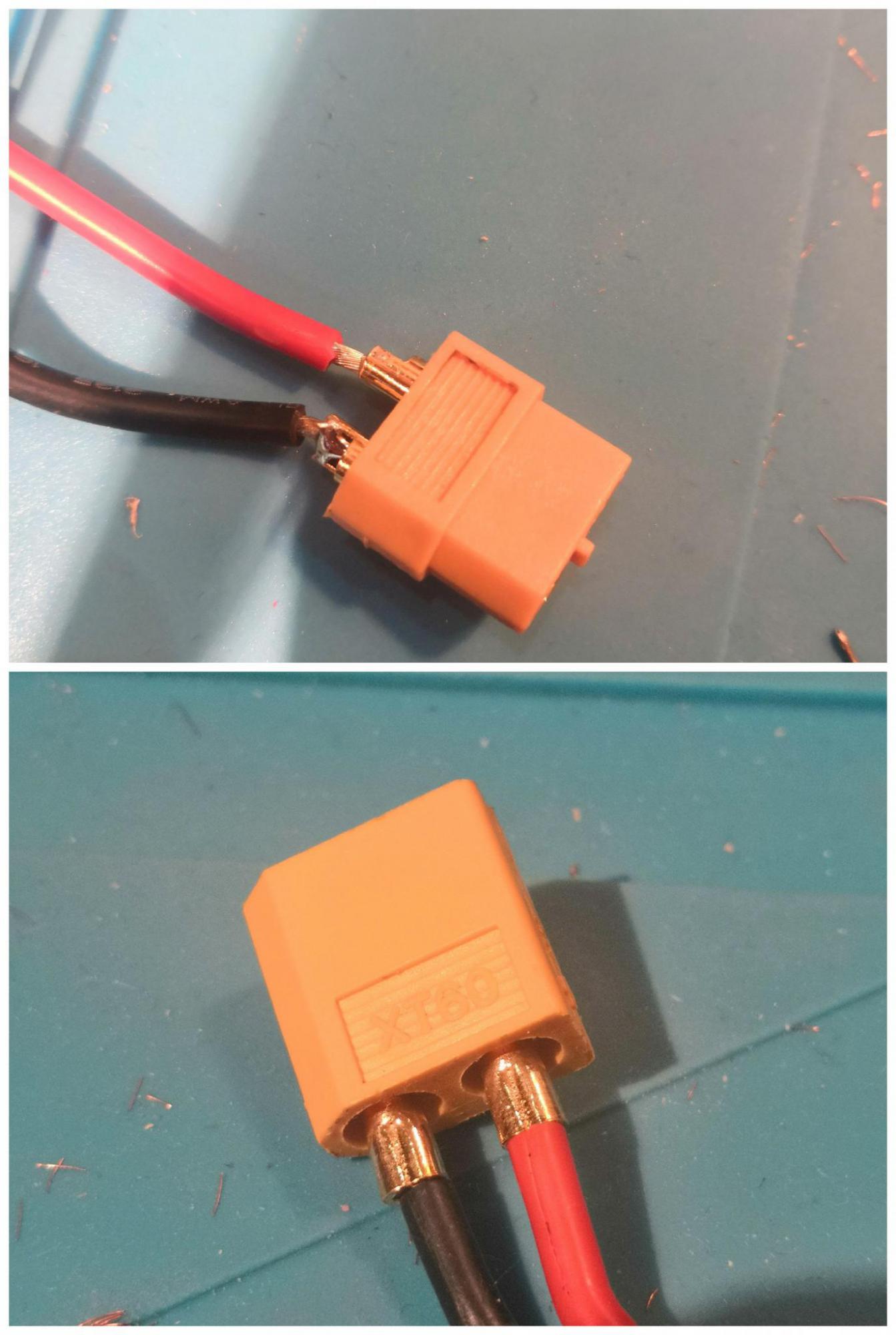
Voici l’exemple du précedent article :

On constate bien que le connecteur noici au niveau de l’extrémité du cable.
J’en ai profité pour surveiller le mien lors des impressions, et oui, il chauffe pas mal. Je n’ai pas reussi à retrouver le thermocouple du multimètre pour faire une mesure propre, mais en comparant avec la température du bed, le connecteur coté alimentation était à une température similaire, soit entre 50°C et 60°C. Le fil noir, dans mon cas, était encore plus chaud. En revanche, le connecteur n’avait pas commencé à noircir.
Le connecteur est cencé pouvoir passer sans soucis 60A en continu, et l’alimentation ne peut delivrer que 14,6A.

Je n’imprime que du PLA, au pire du PLA+, je n’utilise donc pas l’alimentation au max de sa capacité. Il va falloir faire quelque chose avant de reprendre les impressions longues (celle sui dure au moins une nuit) et les tests que je veux faire avec du PETG.
Pourquoi c’est chaud ?
version TL;DR car la connexion est mal faite, ou du moins, pas faite dans les règles. La qualité du connecteur est aussi assez approximative.
Version longue :
En électricité/électronique, la connexion entre deux circuits doit être correctement faite afin que cela ne génère pas de perte d’énergie ni de qualité de signal. Dans notre cas, comme il s’agit d’un circuit d’alimentation de puissance en courant continu, ce sont surtout les pertes d’énergie qui peuvent nous préoccuper.
La perte d’énergie se présente sous la forme d’effet joule (bref, ça chauffe). Toute jonction de circuit en présente, mais dans le cas d’une jonction en courant continu, cela devrait être négligeable.
On ne va pas faire un cours de physique, mais il faut retenir que les charges éléctriques se déplacent en surface dans un conducteur. Quand il commence à ne plus avoir de “place” en surface, elle progressent un peu plus en profondeur pour pouvoir circuler, mais rencontrent alors plus de resistance, et donc, ça chauffe.
Lors d’une jonction (connecteur, soudure, … ) le charge vont changer de connecteurs, et donc rencontrer une resistance supplémentaire due au gap à passer.
C’est pour cela qu’un cable de puissance est de forte section et multibrin, et que les connecteurs associés sont en general assez fermement attaché entre eux.
Toute cette resistance génère de la chaleur, qui doit être dissipée au niveau du connecteur. Si cette chaleur etait normale, on aurait mis un radiateur pour la dissiper, mais il n’est pas cencé y avoir de montée de température à ces endroits. La chaleur est donc dissipée dans les soudures, le connecteur et le cable, et n’est pas controlée. Il faut donc eviter ce cas de figure.
Il faut donc :
- Un cable cohérent avec la puissance passée (type de matériaux pour le fil et la gaine, section, multibrin, … )
- Un connecteur de qualité en fonction de la puissance passée
- Realiser les jonctions proprement. C’est surement de là que viennent la plupart des incidents. Les deux autres cas étants facilement vérifiable à l’oeil.
Et alors, sur ton Ender ?
J’y arrive.
La première chose que j’ai regardé c’est la connectique. La série des connecteurs XT est bien connue dans le monde des drones, et sert à connecter les batteries. Ils existent de basent en 3 calibres : XT30, XT60 et XT90 (le chiffre correspondant à l’intensité max)
Ces connecteurs sont en nylon, resistent bien à la chaleur et propose une jonction très ferme afin d’avoir la resistance la plus faible possible. Elles sont produitent pas la société Amass et sont de très bonne qualité.
Je vous encourage à lire l’article chez RCShafty pour les details.
Cependant, il existe une quantité phénoménale de version low-cost de ces connecteurs. En general de moins bonne qualitée et au bas mot, 2 fois moins cher. Une facon simple de verifier si c’est un bon connecteur et de le debrancher d’un coup :
- cela doit etre un peu dur à demonter à cause de la friction des broches entre elle
- cela doit faire un petit bruit métallique quand les broches se séparent. Dans le cas contraire, c’est que c’est le plastique qui maintient le connecteur et non les broches, et c’est pas top.
Et manifestement, les connecteurs de l’Ender sont cheaps. Ce ne sont pas les pire que j’ai vu, mais ils sont clairement en dessous de la qualité requise.
La première action a été d’ecarter le connecteur male pour augmenter la pression entre les broches et la surface de connexion.
Le connecteur chauffe pratiquement plus lors des impressions, cependant, le fil reste chaud.
On a donc deux problèmes : la jonction male - femelle, mais aussi la jonction fil - connecteur male.
J’ai donc decider de remplacer les deux connecteurs avec du XT90 de chez Amass. C’est completement overkill, mais le choix du XT90 s’est fait pour deux raisons :
- La surface de contact male-femelle et la surface fil-connecteur de soudure sont plus grandes, donc moins de chance d’avoir un manque de surface de contact.
- Hé ..bah.. c’est tout ce que j’ai en stock au rayon “connecteur de qualité” (mes XT60 etant des chinoiseries mal ajustées)
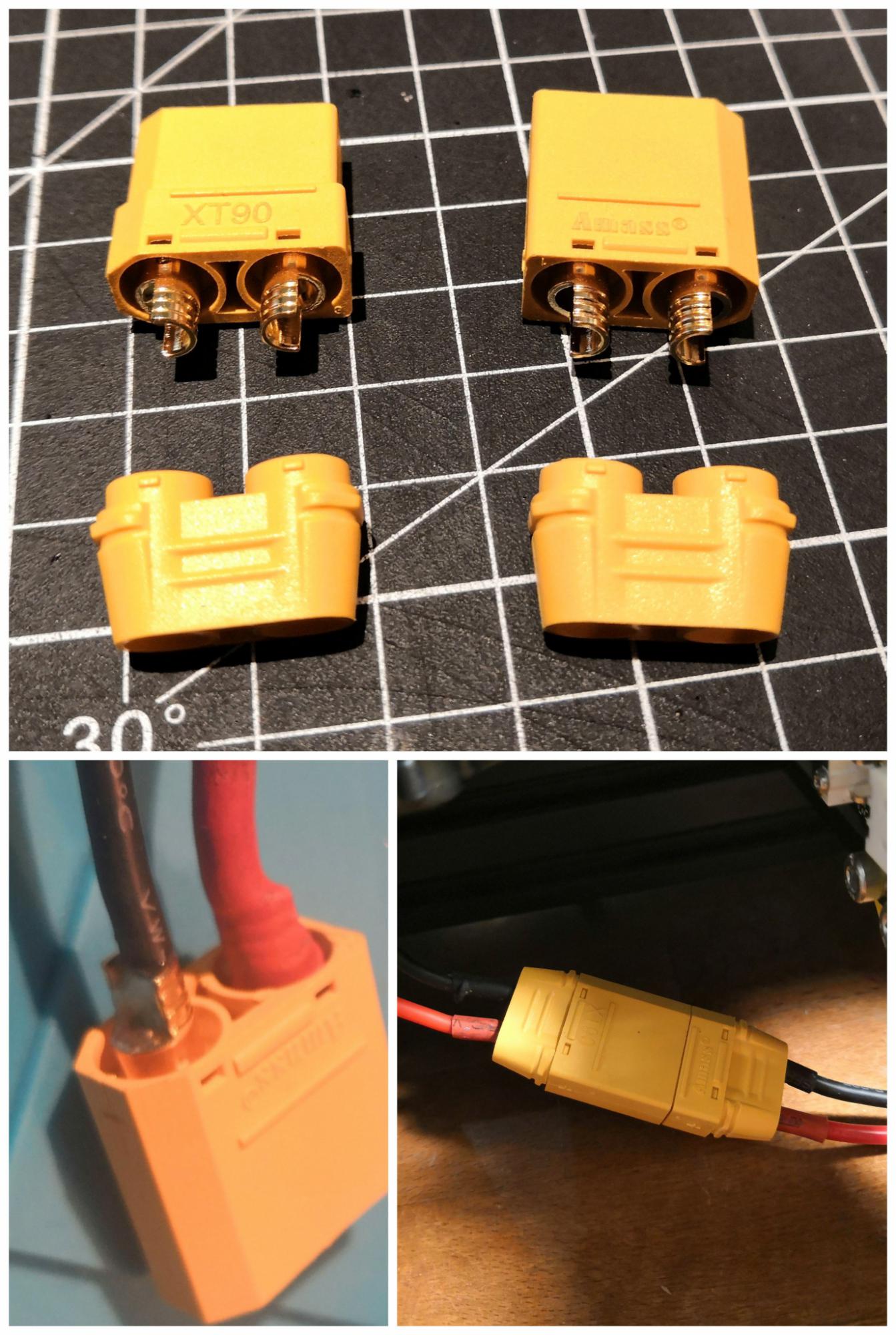
J’en profite pour couper la gaine thermique pour examiner les soudures
- En haut, le connecteur coté ender 3. Les soudures sont pas géniales, mais acceptable. Je n’avais pas noté de chauffe de ce coté.
- En Bas, le connecteur coté alim. Il est … serti …. Pas de soudure apparente. cela explique la chauffe, la surface de contact entre le fil et la cosse n’etant pas visiblement suffisante.
Cela confirme que je vais changer les deux connecteurs.
Les XT90 que j’utilise sont fournis avec des capuchons qui sont cencés rendre inutiles la gaine thérmoretractable, mais je vais quand même en mettre.
Quand on soude ce genre de connecteur, il faut :
- Utiliser de l’etain de bonne qualité, et faire des soudures propres
- Mettre de l’etain dans le connecteur (généreusement).
- Etamer le fil
- Une fois les deux parties soudées, remettre un peu d’etain pour que le fil soit le plus possible dedans, sans trous ni debordement.
Et ensuite ?
Une fois remonté, après en avoir profité pour vérifier les cosses coté alimentation et leur serrage, ainsi qu’une petite seance d’air comprimé pour nettoyer, je ne constate plus de chauffe pendant une impression.
Je vais quand même surveiller ça avec plusieurs impressions avant de refaire des impressions longues durées.
J’ai aussi pris une alim Meanwell (celle de l’ender 3 pro), qui est de meilleure qualité, des fois que je trouve un truc super moche sur l’alim stock … :-)
Profitez bien de vos impressions, mais pensez à verifier et à surveiller ce connecteur. Cela justifie encore plus de ne pas laisser une impression sans surveillance.